- Blog
Why Your Galvanizing Pickling Bath Keeps Failing (And How to Fix It)
- Nilesh Kothari
Galvanizing pickling bath failures often stem from depleted inhibitors, contamination, poor monitoring, and improper operating conditions. By using effective acid inhibitors, descaling accelerators, and degreasers while maintaining strict bath control, plants can reduce acid consumption, improve steel surface quality, extend bath life, minimize rework, and significantly enhance overall galvanizing productivity.
Your galvanizing line is running. Steel is moving. But somewhere between pre-treatment and the zinc bath, something keeps going wrong; and it is costing you more than you realise.
Pickling bath failures are one of the most common and expensive problems in hot dip galvanizing plants. Slow pickling speeds, excessive acid consumption, rough surface finishes, and high rework rates are symptoms that most plant managers have learned to tolerate. They should not have to.
The truth is that most pickling bath failures are preventable. They stem from a handful of identifiable root causes and they can be fixed with the right chemical programme, monitoring practices, and technical support.
In this article, we break down exactly why galvanizing pickling baths fail, what warning signs to watch for, and how Elite AquaChem proven range of acid inhibitors, galvanizing chemicals, and surface treatment solutions can bring your pickling process back to peak performance
Explore Elite AquaChem's full range of Galvanizing Chemicals
What Is a Pickling Bath and Why Is It Critical in Hot Dip Galvanizing?
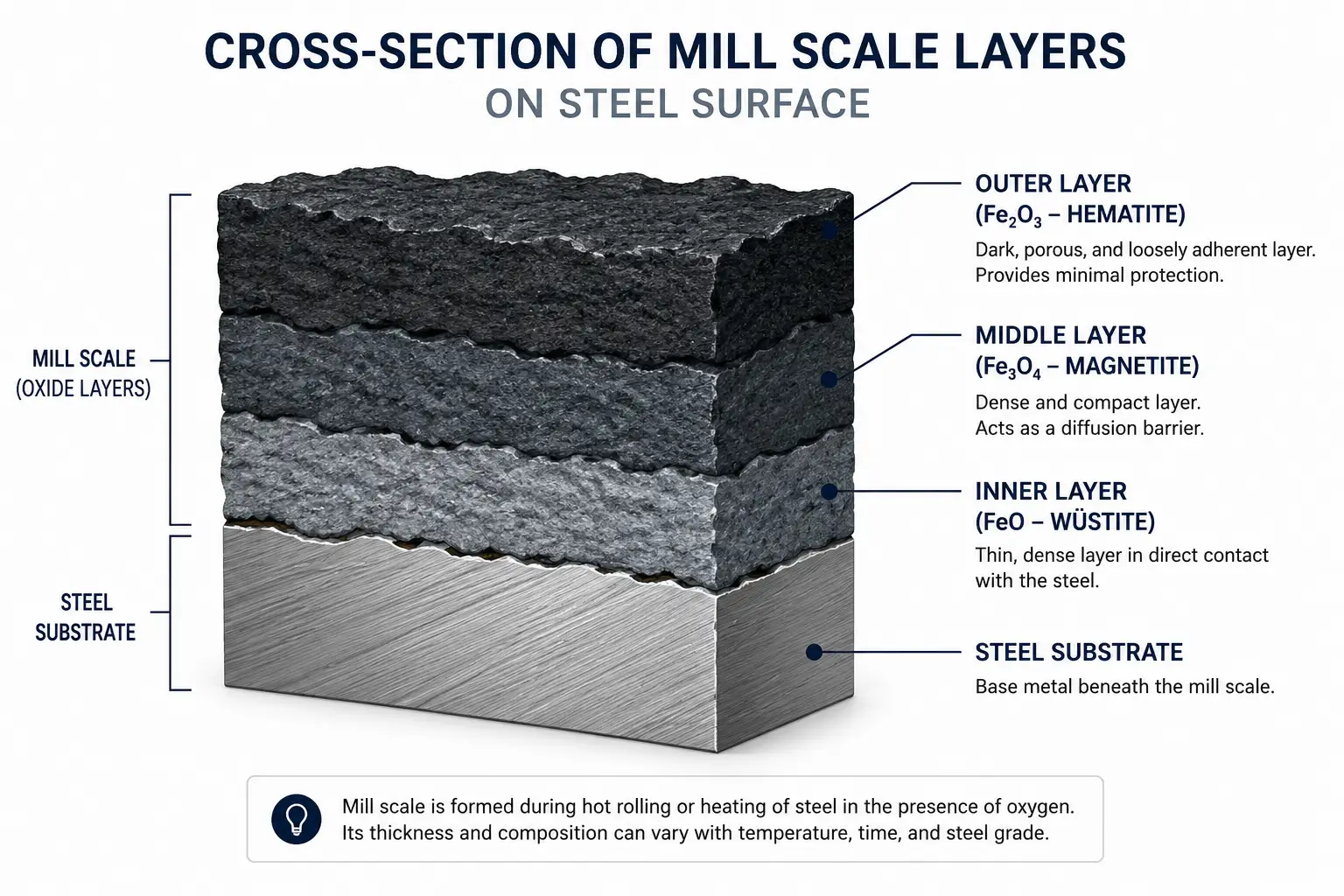
The pickling bath sits at the heart of the galvanizing pre-treatment process. Its job is to chemically remove iron oxides, mill scale, rust, and surface contaminants from steel before it enters the zinc kettle.
Without effective pickling, the zinc coating cannot bond properly to the steel surface. The result is poor adhesion, bare spots, rough finishes, and ultimately rejected product.
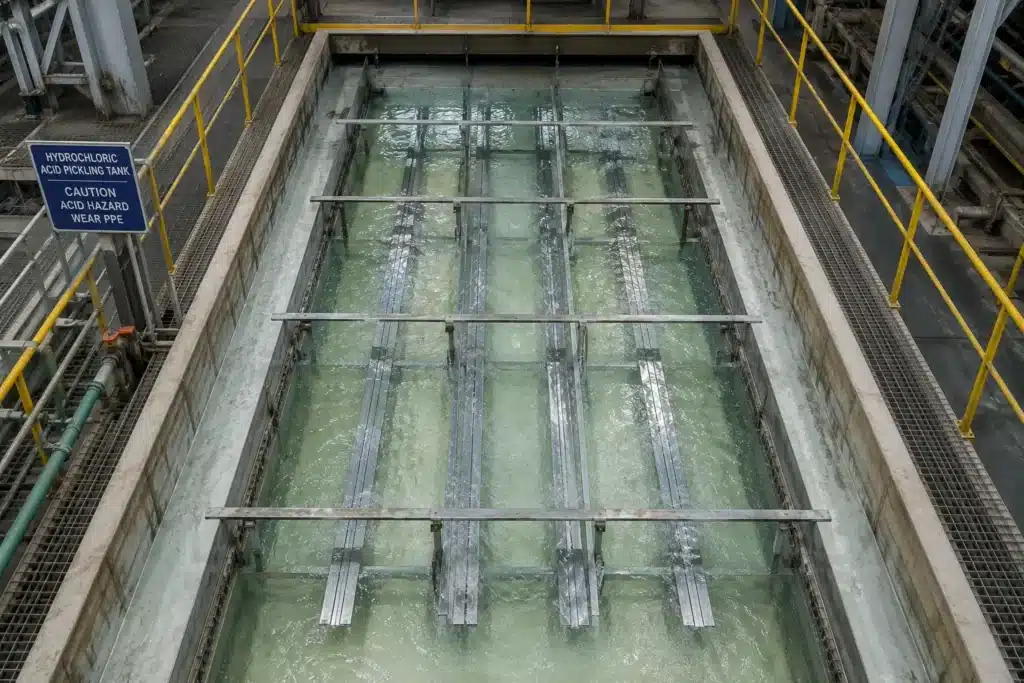
Most galvanizing operations use either hydrochloric acid (HCl) or sulfuric acid (H₂SO₄) or a combination; in their pickling tanks. Hydrochloric acid is preferred for its faster reaction rates and lower operating temperatures. Sulfuric acid is often used where heat is readily available.
Regardless of which acid is used, the pickling bath must be carefully managed. Acid concentration, bath temperature, iron content, contamination levels, and inhibitor dosing all affect performance. When any one of these variables goes out of range, the entire process can deteriorate rapidly.
7 Warning Signs Your Pickling Bath Is Failing
Recognising the early signs of pickling bath deterioration allows you to intervene before problems escalate into costly downtime or quality rejections.
- Slow Pickling
Pickling times that were once 10-15 minutes are now stretching to 30 minutes or more. This is a classic sign that acid strength is depleted or that inhibitor dosing is incorrect.
- Excessive Acid Consumption
You are replenishing acid far more frequently than your process parameters suggest you should. Uninhibited acid attacks base metal aggressively, consuming acid without doing useful work.
- Heavy Sludge Formation
Ferrous chloride or ferrous sulfate sludge builds up faster than normal and begins interfering with pickling efficiency. High iron content in the bath is a key driver.
- Rough Steel Surface
Over-pickled or unevenly pickled steel emerges with a rough, pitted, or etched surface. This leads to a poor galvanized finish and increased zinc consumption.
- Hydrogen Blistering
Nascent hydrogen generated during pickling can become absorbed into high-strength steels, causing hydrogen embrittlement or blistering. This risk rises sharply when inhibitor levels are inadequate.
- Uneven Cleaning
Some areas of the steel are well-pickled while others retain scale, rust, or oxide patches. This is often caused by oil and grease contamination preventing acid contact.
- Increased Rework Costs
More bare spots, more rejected lifts, more re-dipping; your rework rate is climbing. Each rejected lift represents direct cost in zinc, energy, and labour.
If your plant is experiencing two or more of these symptoms simultaneously, your pickling bath needs attention now.
Contact Elite AquaChem for a free pickling bath assessment
Top Reasons Pickling Baths Fail
Understanding root causes is the first step toward a lasting fix.
Depleted Acid Inhibitors
This is the single most common cause of pickling bath problems, and the most easily overlooked.
Acid inhibitors form a protective molecular film on the steel surface. They allow the acid to attack and dissolve oxides and scale, while suppressing direct attack on the base metal. When inhibitor concentration drops below the effective threshold, uninhibited acid begins etching the steel itself.
The consequences are immediate and compounding: excessive metal loss, hydrogen generation, over-pickling, rough surfaces, and rapidly escalating acid consumption. A bath without adequate inhibitor is working against you.
Inhibitor concentration must be monitored and maintained consistently. Replenishment should be part of your daily bath management routine, not an afterthought.
Heavy Mill Scale and Oxide Build-Up
Mill scale; the dense iron oxide layer formed during hot rolling – is notoriously difficult to remove. In standard acid baths without a descaling accelerator, thick or tightly adherent mill scale can resist pickling for extended periods, forcing longer immersion times and driving up acid consumption.
As scale removal becomes less consistent, surface quality deteriorates and re-pickling becomes necessary. The use of a purpose-formulated descaling accelerator can dramatically improve mill scale dissolution rates, reducing pickling time and acid usage simultaneously.
Oil and Grease Contamination
Steel arriving at the pickling tank is rarely perfectly clean. Fabrication processes; cutting, rolling, drilling, bending; leave behind oils, drawing compounds, grease, and lubricants. These hydrophobic contaminants repel acid contact, creating shielded zones where scale and rust remain undisturbed.
Pre-cleaning with an industrial degreaser for steel is not optional, it is essential. Skipping or under-performing this step is one of the fastest routes to uneven pickling, bare spots after galvanizing, and rejected product.
Poor Bath Monitoring
Pickling chemistry changes continuously during operation. Acid concentration falls. Iron content rises. Inhibitor is consumed. Temperature fluctuates. Without systematic monitoring, the bath drifts out of specification without anyone noticing until the symptoms become severe.
Establishing regular titration checks, iron content measurements, and inhibitor top-up schedules is the foundation of a well-run pickling operation.
Incorrect Temperature and Acid Strength
Pickling chemistry changes continuously during operation. Acid concentration falls. Iron content rises. Inhibitor is consumed. Temperature fluctuates. Without systematic monitoring, the bath drifts out of specification without anyone noticing until the symptoms become severe.
Establishing regular titration checks, iron content measurements, and inhibitor top-up schedules is the foundation of a well-run pickling operation.

Request a technical consultation from Elite AquaChem
How to Fix Pickling Bath Failures
Use Acid Inhibitors
The most impactful single action you can take is to implement a high-quality, correctly dosed acid inhibitor programme.
Elite AquaChem offers two industry-leading inhibitor products tailored for galvanizing operations:
SI 400 (T) – Sulfuric Acid Pickling Inhibitor
Developed specifically for sulfuric acid pickling baths, SI 400 (T) forms a robust protective layer on the steel surface, suppressing hydrogen evolution and dramatically reducing base metal attack. It is effective across a wide range of acid concentrations and bath temperatures.
SI 400 (H) – Hydrochloric Acid Pickling Inhibitor
Formulated for hydrochloric acid pickling systems, SI 400 (H) provides superior protection against over-pickling and hydrogen embrittlement while maintaining full effectiveness in acid dissolution of scale and rust.
Key Benefits of SI 400 (T) and SI 400 (H):
- Reduced metal loss – up to 80% less base metal dissolution vs. uninhibited baths
- Better surface finish – smoother, more uniform steel surface entering the zinc bath
- Lower acid consumption – inhibitor pays for itself through reduced acid replenishment
- Longer bath life – slower iron build-up extends time between bath changes
- Reduced hydrogen blistering risk – critical for high-strength and fabricated steel
Use Descaling Accelerators
For steel with heavy or tightly adherent mill scale, standard acid pickling alone may not be sufficient. A descaling accelerator works synergistically with the pickling acid to attack the oxide-metal interface, loosening and dissolving mill scale far more rapidly than acid alone.
Benefits include:
- Shorter pickling cycle times
- More consistent scale removal across complex fabricated shapes
- Reduced acid consumption for scale-heavy steel grades
- Improved surface quality for downstream galvanizing
Elite AquaChem descaling chemicals are engineered for integration into both HCl and H₂SO₄ pickling systems, with formulations available for standard and heavy-duty mill scale conditions.
Improve Pre-Cleaning
Effective degreasing before pickling is the single most impactful way to prevent contamination-related pickling failures.
A high-performance alkaline degreaser formulated for industrial steel pre-treatment. Effectively removes oils, greases, drawing compounds, and light rust inhibitors from fabricated and rolled steel. Compatible with both spray and immersion application.
A heavy-duty degreaser designed for heavily contaminated steel; steel carrying thick oil films, cutting fluids, or manufacturing lubricants. SUPERCLEAN 195 ensures that steel arrives at the pickling tank with a surface that is fully accessible to the pickling acid.
Both products are part of Elite AquaChem comprehensive range of degreasing chemicals for surface treatment, engineered to work seamlessly with downstream pickling chemistry.
Preventive Maintenance Checklist
Use the following checklist as a daily, weekly, and monthly reference for structured pickling bath management.
| Frequency | Task | Target / Action |
|---|---|---|
| Daily | Check free acid concentration (titration) | Maintain within specified range for acid type |
| Daily | Check and replenish inhibitor (SI 400 T or H) | Dose per product guidelines |
| Daily | Monitor bath temperature | HCl: 15–40°C / H₂SO₄: 50–70°C |
| Daily | Inspect steel surface quality post-pickling | No roughness, pitting, or residual scale |
| Weekly | Measure dissolved iron content | Dump or dilute bath when Fe exceeds 120–150 g/L |
| Weekly | Check degreaser concentration and rinse quality | Ensure no oil carry-over into pickling tank |
| Weekly | Inspect tank linings and fittings for damage | Prevent leaks and contamination |
| Monthly | Full bath analysis (acid, Fe, inhibitor, density) | Adjust chemistry based on full profile |
| Monthly | Clean sludge from tank bottom | Prevent sludge interference with pickling |
| Monthly | Review acid consumption data vs. baseline | Spikes indicate inhibitor deficiency |
| Quarterly | Review full pickling process with chemical supplier | Optimise doses, identify drift early |
Case Example: How a Mid-Size Galvanizing Plant Recovered Productivity
Plant Profile: Structural steel galvanizing plant, Western India. Processing approx. 25 MT per day of fabricated steel. Hydrochloric acid pickling system at ambient temperature.
The Problem:
Over several months, pickling cycle times increased from an average of 12 minutes to over 25 minutes. Acid consumption per tonne of steel rose by approximately 35%. Rework rates due to bare spots and uneven galvanizing climbed to around 8% of total production. The plant was using a commodity inhibitor product with inconsistent batch quality.
The Intervention:
Elite AquaChem conducted an on-site bath audit and identified three compounding issues: sub-optimal inhibitor dosing, absence of a degreasing stage, and iron content running at the upper limit of acceptable range.
The recommended programme included:
- Switching to SI 400 (H) as the primary inhibitor at an optimised dose
- Introducing SUPERCLEAN 150 PLUS as a pre-pickle degreasing step
- Implementing a weekly iron content monitoring schedule
Results After 60 Days:
| Metric | Before | After | Improvement |
|---|---|---|---|
| Average pickling cycle time | 25 minutes | 13 minutes | 48% reduction |
| Acid consumption per tonne | 18 kg/MT | 11 kg/MT | 39% reduction |
| Rework rate (bare spots) | 8.0% | 1.8% | 78% reduction |
| Bath change frequency | Every 3 weeks | Every 6 weeks | 2× bath life |
The combined savings in acid, rework labour, zinc, and energy represented a return on the chemical programme investment within the first month of implementation.
Why Galvanizing Plants Choose Elite AquaChem
Technical Support That Goes Beyond Chemistry
Elite AquaChem does not simply supply chemicals and leave. Our technical team works alongside your plant management to diagnose problems, optimise dosing, train operators, and ensure that the chemistry is performing as intended. We offer on-site audits, remote monitoring support, and process troubleshooting as part of our service commitment.
Deep Chemical Expertise in Galvanizing
Our product range is engineered specifically for the demands of hot dip galvanizing and surface treatment. From acid inhibitors and descaling chemicals to degreasing chemicals and flux formulations, every product in the Elite AquaChem portfolio is developed with galvanizing process chemistry at its core.
Consistent, Verified Quality
Every batch of SI 400 (T), SI 400 (H), SUPERCLEAN 150 PLUS, SUPERCLEAN 195, and our full range of galvanizing chemicals is manufactured under quality-controlled conditions and verified before dispatch. You get the same performance from every delivery.
Measurable Cost Savings
We approach every client engagement with a cost-in-use mindset. Reducing acid consumption, extending bath life, cutting rework rates, and improving throughput — these are the financial outcomes that matter to plant owners and production managers. Our recommendations are always benchmarked against these outcomes.
Customised Solutions for Your Specific Challenges
No two galvanizing plants are identical. Steel grades, throughput volumes, bath configurations, and water quality all vary. Elite AquaChem develops customised chemical programmes tailored to your specific operation, not a one-size-fits-all prescription.
Conclusion
Pickling bath failures are not inevitable. They are the predictable result of identifiable chemical and operational problems; problems that can be diagnosed, fixed, and prevented with the right expertise and the right chemical programme.
Whether your plant is dealing with slow pickling, excessive acid consumption, hydrogen blistering, or poor surface quality, the solution starts with understanding what is going wrong in your bath and addressing it systematically.
Elite AquaChem has the products, the technical knowledge, and the industry experience to help galvanizing plants achieve consistent, efficient, and cost-effective pickling performance.
Frequently Asked Questions
The most common cause is inadequate or depleted acid inhibitor. Without sufficient inhibitor, the acid attacks base metal directly rather than just removing oxides and scale. This leads to excessive metal loss, hydrogen generation, rough surfaces, and rapid acid depletion.
Inhibitor top-up frequency depends on your acid type, bath temperature, steel throughput, and the specific product in use. As a general rule, inhibitor concentration should be checked daily by titration and replenished to keep it within the recommended operating range.
SI 400 (T) is formulated for sulfuric acid (H₂SO₄) pickling systems, while SI 400 (H) is formulated for hydrochloric acid (HCl) pickling systems. Both provide excellent base metal protection, but their chemistry is optimised for the specific acid environment in which they operate.
Hydrogen blistering risk is significantly reduced with a high-quality inhibitor at the correct dose. However, even with inhibition, very high-strength steels above 1,000 MPa tensile strength require careful management of pickling time and acid concentration.
Oil and grease contamination on steel surfaces prevents the acid from making contact with scale and rust. This results in uneven pickling, patchy bare spots after galvanizing, and rejected product. A proper degreasing stage eliminates this contamination and ensures consistent acid contact across the entire steel surface.
The primary indicator is dissolved iron content. When iron concentration in the bath exceeds approximately 120–150 g/L for HCl baths, pickling efficiency drops significantly and the bath should be dumped and refreshed. Regular monitoring prevents you from operating on an over-spent bath without realising it.
Sludge is primarily composed of iron salts; ferrous chloride in HCl baths or ferrous sulfate in H₂SO₄ baths. The higher the rate of metal dissolution from inadequate inhibitor, the faster sludge accumulates. Regular desludging is part of good bath maintenance.
Yes. Elite AquaChem offers on-site process audits, analytical support, operator training, and ongoing technical consultation for galvanizing operations of all sizes. Whether you are troubleshooting a specific problem or looking to optimise your entire pre-treatment line, our technical team can help. Contact us to arrange an assessment.
Nilesh Kothari
Founder, Elite AquaChem | 25+ Years in Specialty Metal Treatment Chemicals | Helping Steel Wire, Tube & Fastener Manufacturers Achieve Export-Ready Surface Finishing | ISO 9001:2015 Certified
Recent Post