If you operate a stainless steel tube mill, wire drawing facility, fastener plant, or galvanizing line, oxide scale is a daily production challenge. Post-annealing, a black or bluish-brown scale forms almost instantly on the steel surface as it reacts with oxygen at high temperatures. Left untreated, it compromises surface finish, corrosion resistance, and the ability to meet international export standards.
Yet oxide scale removal is also one of the most misunderstood processes in industrial metal treatment. Underdosing leads to incomplete descaling. Using the wrong chemical leads to pitting, metal loss, and batch rejection.
This guide covers what oxide scale is, why it forms, its industrial impact, and the correct step-by-step chemical treatment process that production teams use to remove it safely and effectively.
What Is Oxide Scale on Stainless Steel?
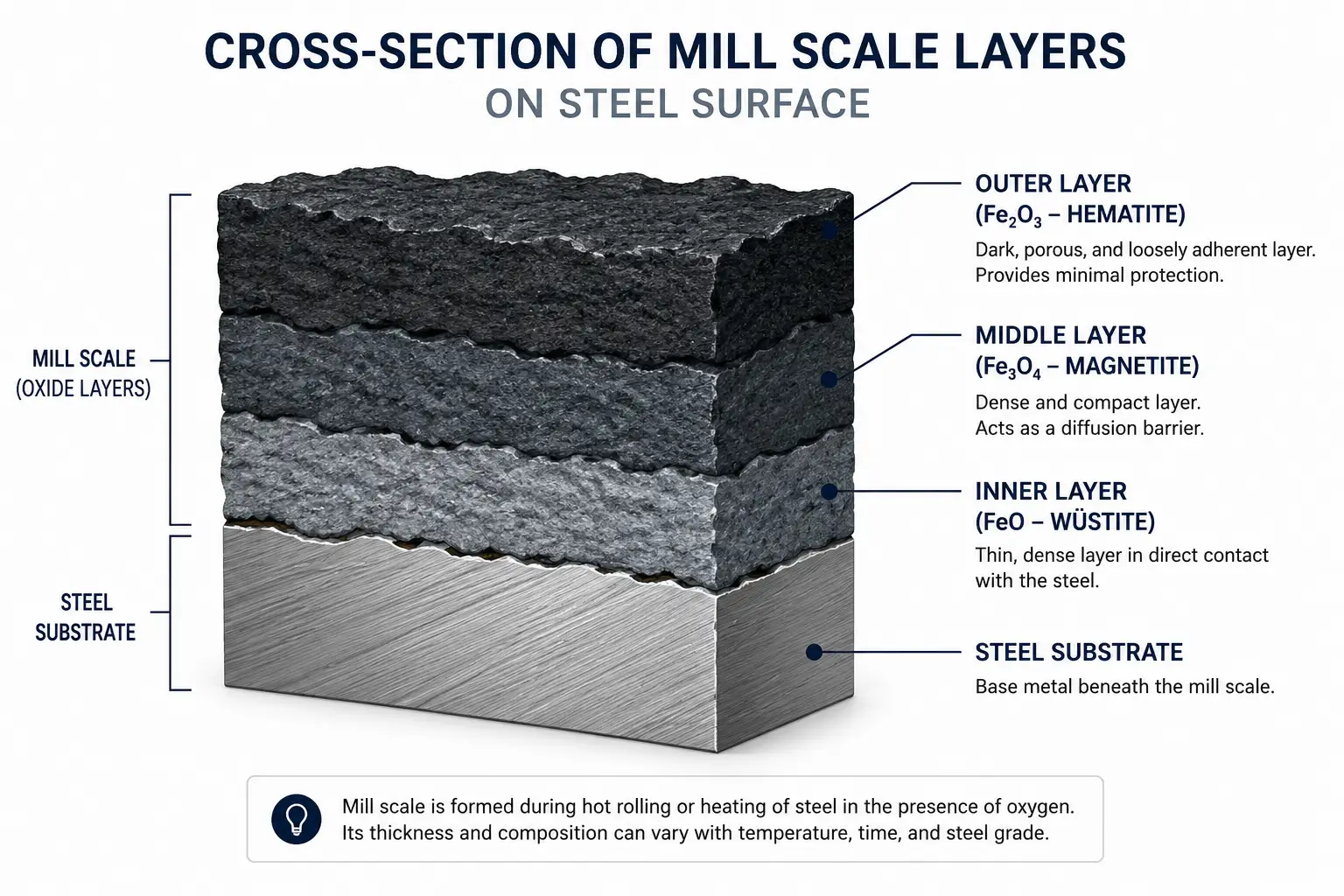
Oxide scale is a hard, tightly adherent layer of iron, chromium, and nickel oxides that forms on the surface of stainless steel when it is exposed to high temperatures — typically above 300 degrees C — during manufacturing processes such as annealing, welding, hot rolling, and forging.
It appears as a dark, discoloured film ranging from yellow-gold (light heat tint) to blue, dark brown, or black (heavy oxide scale). Unlike surface rust, oxide scale is chemically bonded to the metal and cannot be removed by simple washing or mechanical wiping.
Important: In austenitic grades (SS 304, 316, 321), chromium depletion beneath the scale layer impairs the passive film — making the metal vulnerable to corrosion even before any exposure to a corrosive environment.

What Causes Oxide Scale Formation?
Scale formation is a direct result of oxidation — a chemical reaction between iron (and alloying elements) and oxygen at elevated temperatures. The primary industrial causes are:
- Post-annealing oxidation: The most common source. Even in a bright annealing furnace, partial oxidation produces light-to-moderate scale.
- Hot rolling and forging: Prolonged exposure at 900-1200 degrees C produces thick, multi-layer scale.
- Welding and heat treatment: The heat-affected zone (HAZ) around welds shows a characteristic heat tint that extends into heavy blue-black scale.
- Slow cooling after heat treatment: Extended time in the 400-900 degrees C range accelerates scale buildup.
- Contaminated furnace atmosphere: Oxygen or moisture in annealing furnaces causes heavier, less uniform scale.
Industrial Impact: Why Oxide Scale Must Be Removed
Ignoring oxide scale is not viable for manufacturers supplying export markets, food processing, pharmaceutical, or structural applications. The consequences are technical, commercial, and regulatory:
|
Impact on Product Quality and Compliance |
|
Reduced corrosion resistance — chromium depletion under the scale weakens the passive film |
|
Poor surface finish — scale prevents uniform polishing, dulling, or coating adhesion |
|
Export rejection — EU, US, and Gulf buyers reject scaled surfaces at incoming QC |
|
Weld defects — scale at joint interfaces causes porosity and incomplete fusion in further processing |
|
Die wear in wire drawing — scale on wire rod accelerates tungsten carbide die wear, increasing downtime |
|
Failed passivation tests — scaled surfaces fail salt spray and ferroxyl testing required for export certification |
Methods to Remove Oxide Scale from Stainless Steel
Mechanical Methods
Mechanical descaling is used as a pre-treatment or for removing loose scale, but is never sufficient as a standalone process for export-grade stainless steel.
- Wire brushing / grinding: Removes visible loose scale but cannot address chemically bonded oxide layers or chromium depletion.
- Shot blasting / abrasive blasting: Effective for heavy structural steel. Risk of iron particle contamination on SS surfaces.
- Mechanical descaling rolls: Used in continuous wire rod lines upstream of the pickling bath.
Key limitation: Mechanical methods do not restore the chromium oxide passive layer. They must always be followed by chemical treatment for corrosion-resistant performance.
Chemical Methods — The Industry Standard
Chemical descaling is the primary industrial approach. It removes scale faster, more uniformly, and is the only method that simultaneously removes oxide scale AND restores passivation in a single process line.

Chemical Methods — The Industry Standard
Chemical descaling is the primary industrial approach. It removes scale faster, more uniformly, and is the only method that simultaneously removes oxide scale AND restores passivation in a single process line.
Pickling (Acid Descaling)
Pickling uses acid solutions to dissolve the metal oxide layer without significantly attacking the base metal. The most commonly used systems in industrial plants are:
- HNO3 + HF (Nitric-Hydrofluoric Acid Mix): The standard for austenitic and duplex SS; highly effective on heavy annealing scale.
- H2SO4 (Sulfuric Acid) with corrosion inhibitor: Used for carbon steel and lower-grade SS; heated bath accelerates the reaction.
- HCl (Hydrochloric Acid) with acid inhibitor: Common in galvanizing pre-treatment and structural steel descaling.
- Mixed acid gel / pickling paste: Applied as a paste for welded joints, localised scale, and on-site treatment.
Reference Table: Chemicals for Oxide Scale Removal
|
Chemical / Treatment |
Best For |
Application Method |
Key Notes |
|
HNO3 + HF (Mixed Acid) |
Heavy scale on austenitic SS (304, 316) |
Immersion / spray bath |
Industry standard for tube & wire mills |
|
Citric Acid Passivation |
Light oxide / post-pickling passivation |
Immersion |
ASTM A380 compliant; eco-friendly |
|
H2SO4 + Acid Inhibitor |
Carbon steel & heavy-scale SS |
Heated pickling bath |
Inhibitor mandatory to protect base metal |
|
HCl + Acid Inhibitor |
Structural steel; galvanizing pre-treat |
Dip / spray |
Do NOT use on SS grades alone |
|
Phosphoric Acid Blend |
Mild scale + rust conversion |
Spray or wipe-on |
Leaves phosphate conversion coating |
|
Pickling Paste (Gel) |
Weld zones; localised scale |
Brush / wipe application |
For on-site and post-weld treatment |
Step-by-Step Chemical Treatment Process
The following process is applicable to stainless steel tube, wire, fastener, and sheet manufacturers using immersion-based chemical descaling:
|
Step |
Stage |
What to Do & Why |
|
1 |
Inspect & Degrease |
Visually assess scale type (annealing oxide, weld heat tint, or rust scale). Remove loose scale with wire brush. Pre-clean with an alkaline degreasing chemical to eliminate oil, drawing lubricants, or grease. This ensures the pickling agent makes direct contact with the oxide layer. |
|
2 |
Prepare Chemical Bath |
Dilute the descaling / pickling chemical to the recommended concentration. For HF-HNO3 systems, use a fume-extracted enclosure. Bring the bath to the recommended temperature (typically 40-70 degrees C). Use HDPE or rubber-lined tanks — never mild steel vessels with acid-based solutions. |
|
3 |
Immersion or Spray |
Immerse components in the bath for the recommended dwell time — 5 to 30 minutes depending on scale thickness, grade, and bath concentration. In continuous production (wire, tube), cascade or spray systems are used. Monitor bath pH and acid concentration at regular intervals. |
|
4 |
Thorough Rinsing |
Remove from the bath and rinse immediately with high-pressure water. A two-stage rinse (hot then cold) is recommended to fully remove acid residue. Incomplete rinsing leads to continued chemical attack and surface pitting after processing. |
|
5 |
Neutralisation |
For HCl or H2SO4 baths, pass the rinsed surface through a dilute alkaline neutralising bath (soda ash / NaOH solution) to ensure full acid neutralisation. Critical in continuous production lines for wire and tube manufacturing. |
|
6 |
Passivation |
Apply a passivation treatment (citric acid or dilute nitric acid-based) to rebuild the chromium oxide passive film on stainless steel. Restores full corrosion resistance. Mandatory for export-grade SS components, food-grade tubing, and pharmaceutical applications. |
|
7 |
Inspection & Testing |
Inspect for surface uniformity and absence of pitting. Conduct a water break test to confirm cleanliness. For export orders, perform a salt spray or ferroxyl test to validate passivation quality before dispatch. |
Safety Precautions
Working with pickling acids — particularly HF-HNO3 systems — requires strict safety protocols at all times:
|
Mandatory Safety Requirements |
|
PPE: Acid-resistant gloves (neoprene/nitrile), full face shield, chemical-resistant apron, safety boots |
|
Ventilation: All acid baths must be in enclosed areas with active fume extraction — HF fumes are invisible and extremely hazardous |
|
Emergency Equipment: Eyewash stations and safety showers within 10 seconds walking distance of all acid work areas |
|
Storage: Store acid concentrates in HDPE containers, away from alkalis, heat sources, and incompatible materials |
|
Operator Training: All personnel must be trained in chemical handling, spill response, and emergency first aid |
|
Waste Disposal: Spent pickling bath must be treated and disposed per CPCB / local PCB regulations — never discharge untreated |
|
Tank Compatibility: Confirm material compatibility of tanks, pumps, and pipe fittings with the specific acid system |

Industrial Use Cases
SS Tube and Pipe Manufacturers
Post-annealing pickling is a standard production step for SS tube mills. After tubes exit the annealing furnace, they pass through an acid pickling bath (HNO3/HF or H2SO4) to remove heavy black oxide scale, followed by thorough rinsing and passivation before dimensional inspection and dispatch. For export-grade tubes (ASTM A270, A312, EN 10217-7), chemical descaling is mandatory.
Stainless Steel Wire Drawing Industry
Wire rod from the hot rolling mill arrives with thick, multi-layer scale. Before drawing, it undergoes mechanical descaling on a reverse-bending machine followed by acid pickling in a heated HCl or H2SO4 bath with an acid inhibitor. The inhibitor is critical — without it, the wire surface is attacked, leading to pitting and wire breakage during drawing operations.
Fastener Manufacturers (SS Bolts, Nuts, Screws)
After cold forging and heat treatment, fasteners develop scale in recesses and threads. Batch (barrel) pickling in an acid bath is used for bulk descaling, followed by barrel passivation in citric acid solution. This restores salt spray resistance and prepares surfaces for plating or mirror polishing before dispatch.
Hot Dip Galvanizing Plants
Before steel is immersed in molten zinc, the surface must be completely free of scale, rust, and mill scale. HCl pickling is the standard pre-treatment. Proper pickling ensures full zinc adhesion — scale residue causes bare spots and galvanizing adhesion failure.
Steel Coil and Sheet Processing
Cold rolled SS coils develop light oxide scale during atmospheric annealing. Continuous Pickling Lines (CPL) run the coil through a series of acid baths, rinse stages, and drying sections before recoiling for dispatch to downstream sheet and component manufacturers.
Looking for Industrial-Grade Chemicals for Oxide Scale Removal?
We manufacture specialty descaling, pickling, and passivation chemicals for stainless steel tube, wire, fastener, and galvanizing industries. Free trial samples available.
ISO 9001:2015 Certified | 25+ Years R&D Expertise | Custom Formulations | On-Site Technical Support
Frequently Asked Questions (FAQs)
For SS 304 and SS 316, the standard industrial system is a mixed acid bath of nitric acid (HNO3, 15-20% by volume) and hydrofluoric acid (HF, 2-5% by volume) at 40-60 degrees C. For lighter scale or post-weld treatment, citric acid passivation is applied after initial pickling. The exact formulation depends on scale thickness, alloy grade, and process requirements — consult a chemical supplier for a trial formulation.
Mechanical methods such as wire brushing, grinding, or shot blasting can remove the visible scale layer but cannot address chromium depletion beneath the scale or restore the passive film. For export-grade or corrosion-critical applications, chemical pickling and passivation is always required after mechanical treatment. Mechanical-only treatment will result in failed salt spray and ferroxyl tests.
Dwell time depends on acid concentration, bath temperature, steel grade, and scale thickness. Typical times range from 5 minutes (light heat tint, dilute bath) to 30 minutes (heavy annealing scale, full-strength bath). Exceeding recommended dwell time causes over-pickling — resulting in a rough, pitted surface. Always confirm time-temperature-concentration parameters with your chemical supplier for your specific grade.
Yes - passivation is strongly recommended after pickling for all stainless steel applications. Pickling removes the scale but temporarily disrupts the passive chromium oxide layer. Passivation (using citric or dilute nitric acid) rebuilds this layer, restoring full corrosion resistance. Without it, the descaled surface remains vulnerable to flash rusting and pitting corrosion — especially in humid or coastal environments.
Descaling is the broad term for removing scale from any metal surface. Pickling specifically refers to chemical descaling of stainless steel using acid formulations that simultaneously dissolve scale and restore the passive layer. HCl-based descaling agents used for structural steel or galvanizing pre-treatment are NOT suitable for stainless steel - they can cause chloride-induced pitting on austenitic grades. Always confirm chemical suitability with your supplier before use.

Conclusion
Oxide scale is an unavoidable by-product of high-temperature steel processing – but it is a fully manageable challenge with the right chemical approach.
The key technical takeaways:
- Mechanical methods alone are insufficient – always follow with chemical pickling and passivation.
- Match the chemical system to the steel grade – formulations for carbon steel can damage austenitic SS.
- Acid inhibitors in HCl and H2SO4 baths are not optional – they protect base metal while the acid attacks scale.
- Passivation after pickling is the difference between a part that passes salt spray testing and one that fails.
- Process parameters (concentration, temperature, dwell time) must be controlled and monitored – not estimated.
Whether you operate a tube mill in Maharashtra, a wire drawing facility in any part of India, or a fastener plant exporting to the Gulf – getting the chemistry right at this stage determines the surface quality, corrosion performance, and export compliance of everything you produce downstream.
Nilesh Kothari
Founder, Elite AquaChem | 25+ Years in Specialty Metal Treatment Chemicals | Helping Steel Wire, Tube & Fastener Manufacturers Achieve Export-Ready Surface Finishing | ISO 9001:2015 Certified
Recent Post